
In 2026, the benchmark for a high-performing chemical pump isn’t just fluid movement; it’s the ability to sustain 8,000 hours of continuous operation without a single major failure. Achieving this level of reliability requires a precise balance of material science and mechanical engineering. You’ve likely faced the frustration of frequent seal failures or the complexity of choosing between SS316 and Hastelloy C-276 for corrosive media. These challenges often lead to costly downtime and safety risks that no industrial facility in Malaysia can afford to ignore.
This guide provides the technical framework you need to master equipment specification and ensure long-term operational efficiency. We’ll show you how to align your systems with the mandatory ASME BPVC-2025 standards and the latest ISO 15783:2026 specifications for seal-less designs. By the end of this reference, you’ll understand how to integrate smart pumping solutions that are currently driving a 20% reduction in maintenance costs across the global chemical sector. We will cover the mechanics of ANSI and API centrifugal pumps, the nuances of material compatibility, and the critical documentation required for modern regulatory compliance.
Key Takeaways
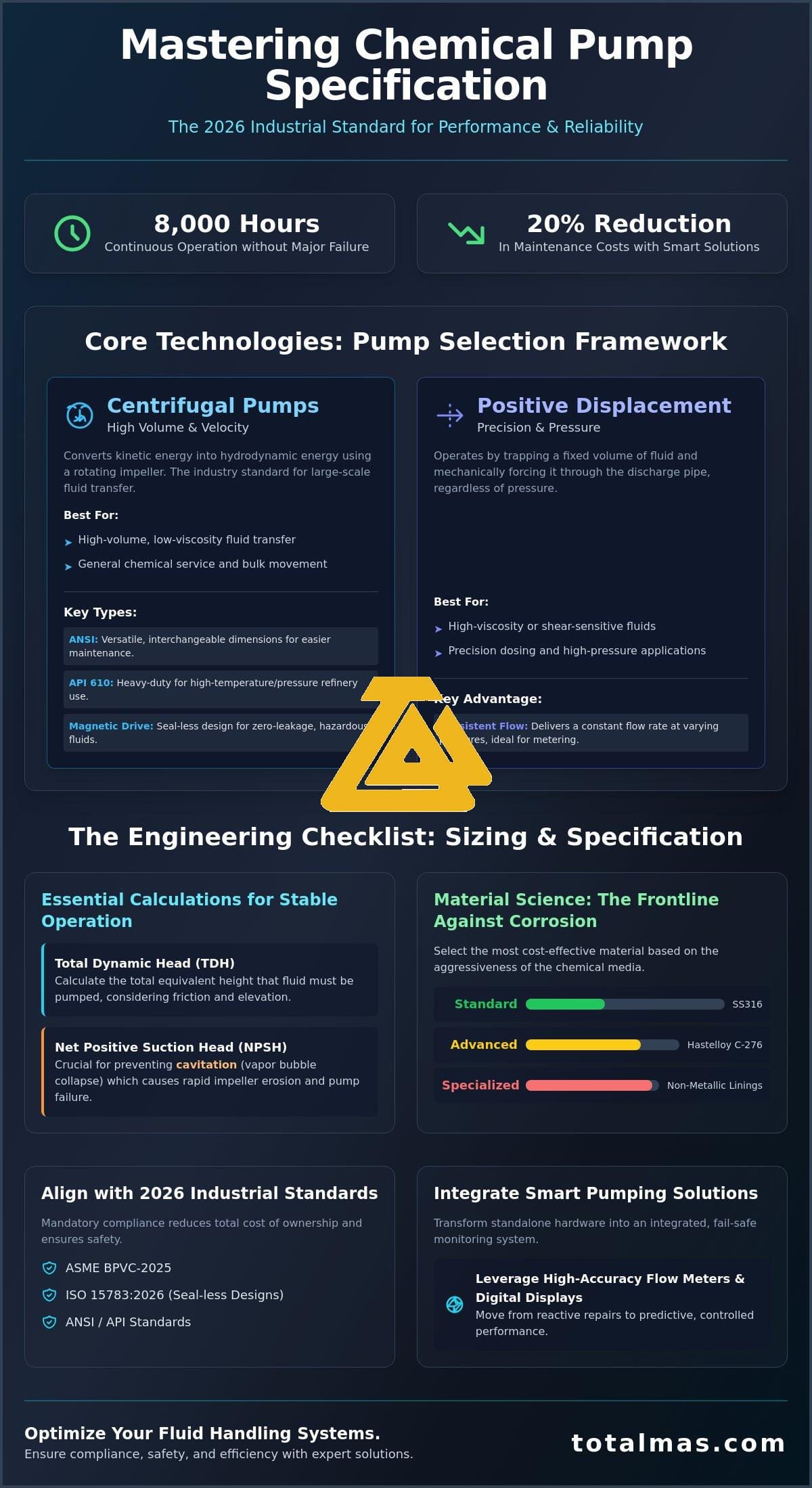
- Contrast centrifugal and positive displacement mechanics to match pump selection with specific fluid properties like viscosity and vapor pressure.
- Evaluate the hierarchy of corrosion resistance to determine when exotic alloys or non-metallic linings are the most cost-effective choice for aggressive media.
- Master the essential calculations for Total Dynamic Head and Net Positive Suction Head to prevent cavitation and ensure the stable operation of your chemical pump.
- Leverage high-accuracy flow meters and digital displays to transform standalone hardware into an integrated, fail-safe monitoring system.
- Establish a rigorous specification framework that aligns with 2026 industrial standards to reduce total cost of ownership and long-term maintenance expenses.
What is a Chemical Pump? Defining the Industrial Standard
A pump essentially serves as a specialized mechanical device engineered to move aggressive, corrosive, or high-viscosity fluids that would otherwise destroy standard water-handling equipment. Unlike general-purpose units, a chemical pump is designed with specific hydraulic end components that withstand chemical attack and mechanical stress. In industrial environments across Malaysia, these pumps are the workhorses behind chemical transfer, precision dosing, and high-pressure injection systems.
Standard pumps often fail in chemical service because they lack the necessary robust construction to handle fluctuating pH levels or high vapor pressures. When a fluid’s vapor pressure is close to the operating pressure, cavitation occurs, leading to rapid impeller erosion. Furthermore, high-viscosity fluids create significant internal friction, which can overheat motors not rated for such service. Industrial-grade chemical pumps, particularly those built to ANSI or API standards, feature increased casing thickness to provide a “corrosion allowance.” This ensures the pump remains pressure-compliant even after years of surface oxidation. They also utilize specialized internal clearances and mechanical seals designed to prevent hazardous leaks, maintaining a secure environment for operators.
Common Fluids Handled by Chemical Pumps
Industrial processes require the safe movement of diverse media. Acids like sulfuric or hydrochloric and caustics such as sodium hydroxide demand materials that won’t degrade upon contact. Solvents and volatile organic compounds (VOCs) require stringent sealing to prevent atmospheric contamination. In heavy industrial sectors, pumps must also manage abrasive slurries or shear-sensitive polymers, where maintaining the fluid’s physical integrity is as important as the flow rate itself.
The Cost of Failure: Why Precision Matters
In Malaysia, equipment failure isn’t just a maintenance issue; it’s a regulatory and environmental risk. A single seal leak can lead to significant fines from the Department of Environment (DOE) and long-term soil remediation costs. Beyond the immediate cleanup, the hidden costs of unplanned downtime can reach thousands of RM per hour in lost production. Precision in pump selection ensures that your facility remains compliant with local safety standards while optimizing the total cost of ownership. A well-specified chemical pump functions as a critical safety barrier that protects both your personnel and your capital investment from the volatile nature of industrial fluids.
By prioritizing ANSI / API Centrifugal Pumps and integrating them with high-quality flow meters, businesses can move from reactive repairs to a state of controlled, predictable performance. This systematic approach transforms fluid handling from a point of vulnerability into a reliable asset.
Core Technologies: Centrifugal vs. Positive Displacement Pumps
Selecting the right technology for a chemical pump requires a deep understanding of the “Velocity vs. Pressure” trade-off. Centrifugal designs excel in high-volume transfer by converting kinetic energy into hydrodynamic energy. In contrast, positive displacement (PD) pumps operate by trapping a fixed volume of fluid and forcing it through the discharge pipe. This mechanical difference dictates everything from energy efficiency to the pump’s lifespan in harsh Malaysian industrial environments. While centrifugal units are the standard for bulk movement, PD pumps are the superior choice when your process demands precision dosing or the handling of highly viscous fluids.
Centrifugal Pumps in Chemical Processing
Centrifugal units remain the industry standard for large-scale transfer due to their simple design and high flow rates. When specifying these, you must choose between ANSI and API standards. ANSI pumps are the versatile choice for general chemical service, offering dimensional interchangeability that simplifies maintenance. API 610 pumps provide the heavy-duty ruggedness required for high-temperature and high-pressure refinery applications. For hazardous fluids where zero leakage is mandatory, magnetic drive pumps eliminate the mechanical seal entirely. This design removes the primary point of failure in chemical handling. If you’re dealing with thicker media, it’s helpful to learn how to select industrial pumps for high-viscosity fluids to ensure your system doesn’t lose efficiency as resistance increases.
Positive Displacement (PD) Pump Varieties
PD pumps are essential when precision or the ability to handle difficult textures is required. They maintain a constant flow rate regardless of system pressure, making them ideal for chemical injection. Diaphragm pumps are particularly valued for their ability to handle abrasive slurries and corrosive chemicals without internal wear. Peristaltic and lobe pumps serve a different niche, providing gentle movement for shear-sensitive chemicals that might degrade if subjected to high-speed impellers. Gear and screw pumps offer a steady, pulse-free flow, which is critical when maintaining consistent process parameters. Because these components are often the Frontline Against Corrosion, selecting the correct mechanical action is just as vital as the material of construction.
Hybrid designs also exist for niche applications where standard categories don’t quite fit. For instance, recessed impeller pumps combine centrifugal action with the ability to pass large solids without clogging. Whether your facility focuses on waste water treatment or complex chemical manufacturing, choosing between these technologies determines your long-term maintenance costs. If you’re unsure which configuration fits your current setup, reviewing our range of ANSI / API centrifugal pumps can provide a reliable starting point for your next upgrade.
Material Science: The Frontline Against Corrosion
Material selection is the primary defense against premature equipment failure. In Malaysia’s industrial landscape, high ambient temperatures and humidity significantly increase the rate of chemical reactivity. A chemical pump that performs well in a temperate climate might fail here if the material hasn’t been rated for accelerated corrosion. Choosing the right material involves a hierarchical approach, moving from standard cast iron and stainless steel to high-performance exotic alloys or non-metallic linings. This selection process must account for the fluid’s pH, concentration, and the specific environmental stressors of the facility.
Metallic Alloys for Extreme Environments
Stainless Steel 316 is often the baseline for chemical resistance. However, for components that require welding, 316L is the safer choice. Its lower carbon content prevents carbide precipitation, which otherwise leads to intergranular corrosion at the weld points. When fluids are highly oxidizing or contain aggressive chlorides, exotic metals like Hastelloy C-276, Titanium, or Monel become necessary investments. These materials provide the longevity needed for high-stakes applications like offshore chemical injection or concentrated acid processing. For those managing complex regional facilities, our Industrial Water Pump Supplier Malaysia: The 2026 Procurement Guide offers deeper insights into sourcing these specialized alloys for local projects.
Thermoplastic and Fluoropolymer Linings
Non-metallic materials such as PFA, PVDF, and ETFE have become the standard for handling pure acids. These linings provide nearly universal chemical resistance and are frequently used in sealless plastic pumps to eliminate metallic contamination. While they offer excellent protection, they’re limited by pressure ratings and thermal expansion. In Malaysia’s heat, the difference in expansion rates between a plastic lining and a metal casing can lead to significant mechanical stress. Engineers must also account for the “Cold Flow” phenomenon in PTFE, where the material deforms under a constant load. This deformation can eventually compromise the pump’s internal clearances or seal integrity if not managed during the design phase.
Temperature serves as a constant catalyst for material degradation. As the fluid temperature rises, the risk of chemical attack increases. This makes the selection of secondary materials like PTFE and Viton for seals and gaskets critical to the pump’s overall success. Viton offers excellent resistance to oils and many chemicals, yet it can struggle with certain solvents where PTFE remains the only viable option. Ensuring compatibility across the entire pump assembly is the only way to guarantee a secure, leak-free operation that protects your personnel and the surrounding environment.
The Engineering Checklist: Sizing and Specifying Your Pump
Correctly sizing a chemical pump goes beyond matching pipe diameters; it requires a precise calculation of the system’s hydraulic resistance and the fluid’s physical behavior. In Malaysia, where high ambient temperatures and humidity are constant, engineers must account for the increased risk of cavitation. When fluid temperatures rise, so does their vapor pressure, making the margin for error much slimmer. To ensure a reliable installation, you must look past simple flow rates and evaluate the complex interaction between the pump hardware and the process media.
Total Dynamic Head (TDH) is the first critical metric, encompassing static lift, friction losses in piping, and the required discharge pressure. However, the fluid’s Specific Gravity (SG) often dictates the motor’s survival. If you’re handling a dense chemical with an SG of 1.5, your motor must provide 50% more power than it would for water. Viscosity also plays a major role. Thick fluids require viscosity correction factors because they increase internal friction, which lowers the pump’s performance curve. Without these adjustments, a pump specified for water will fail to meet the required flow when tasked with heavy polymers or resins.
The ‘STAMP’ Method for Pump Selection
The STAMP method provides a structured framework to ensure no variable is overlooked. It stands for Size, Temperature, Application, Material, and Pressure. Defining the duty cycle is part of the application phase. A pump running continuously in a 24/7 manufacturing plant requires a different service factor than one used for intermittent tank unloading. Maintaining a sufficient NPSH margin ensures the fluid remains in a liquid state, preventing the vapor lock and internal damage caused by volatile chemicals flashing into gas.
Safety and Compliance Standards
Operating in explosive or hazardous environments requires equipment with ATEX or IECEx ratings. These certifications ensure that the pump’s motor and electrical components won’t become an ignition source. In Malaysia, compliance with the Department of Occupational Safety and Health (DOSH) is mandatory for pressure-vessel related systems. Beyond regulatory filings, your design should incorporate secondary containment and leak detection sensors to mitigate the risk of environmental contamination. For a reliable setup, it’s essential to use high-quality ANSI / API centrifugal pumps that meet these rigorous safety benchmarks.
Totalmas Sdn Bhd Solutions: Integrating Pumps with Smart Instrumentation
A chemical pump is a robust mechanical tool, but its long-term reliability depends entirely on the data monitoring its performance. Even the most advanced Hastelloy or PFA-lined unit can fail within minutes if it’s allowed to operate outside its design parameters. Totalmas Sdn Bhd understands that in modern industrial facilities, the pump shouldn’t be treated as an isolated component. Instead, it must function as part of an integrated system where real-time instrumentation provides the digital oversight for the mechanical hardware. This synergy is what separates a standard installation from a high-performance fluid loop.
Totalmas Sdn Bhd brings over 33 years of technical expertise to the Malaysian industrial sector, helping businesses move beyond reactive maintenance. By integrating high-accuracy flow meters and pressure sensors, we enable operators to visualize exactly how their systems are behaving. This transparency is vital when handling expensive or hazardous chemicals where every drop counts. When your instrumentation is calibrated correctly, you don’t just move fluid; you manage a precise industrial process with total confidence.
Monitoring Flow and Pressure for Pump Health
One of the most common causes of catastrophic failure is the “dry run” condition. When a chemical pump loses its prime or the suction source is depleted, the internal friction generates intense heat that destroys seals and impellers almost instantly. By using Enovation Controls and Murphy Displays, Totalmas Sdn Bhd automates the protection of your assets. These systems detect low-flow conditions or pressure drops and can trigger an immediate shutdown before damage occurs. For those looking to refine their setup, our guide on High Accuracy Flow Meters: The Engineer’s Guide to Precision Measurement details how to achieve this level of control.
Totalmas Sdn Bhd: Your Partner in Kuala Lumpur
From our headquarters in Wangsa Melawati, Kuala Lumpur, Totalmas Sdn Bhd provides comprehensive technical support for the most demanding chemical processing environments in Malaysia. We don’t just supply individual parts; we design customized instrumentation packages that include everything from orifice plates and flanges to sophisticated digital control interfaces. Our team understands the nuances of local DOSH requirements and the environmental challenges of the tropical climate. This deep-rooted experience ensures that your fluid handling systems are both compliant and optimized for peak efficiency. If you’re ready to optimize your fluid loop and secure your facility’s future, contact our engineering team today to discuss a tailored solution for your next project.
Securing Your Fluid Loop for the Future
The industrial landscape in 2026 requires a transition from isolated mechanical components to fully integrated, data-driven systems. We’ve examined how a successful chemical pump installation relies on the intersection of material compatibility, precise hydraulic sizing, and the latest regulatory standards like ASME BPVC-2025. By moving beyond reactive maintenance and adopting a systems-based approach, Malaysian facilities can achieve greater operational safety while significantly reducing their total cost of ownership.
Totalmas Sdn Bhd brings more than 33 years of specialized industrial experience to the local market, particularly within the Oil & Gas and Chemical sectors. As an authorized distributor for Enovation Controls and Murphy Displays, we provide the technical expertise needed to transform standalone hardware into a secure, monitored asset. We invite you to Discover Totalmas Industrial Pump and Instrumentation Solutions to see how our engineering team can support your next project. We’re committed to ensuring your facility remains a steady, reliable force in your industry.
Frequently Asked Questions
What is the most common cause of chemical pump failure?
Mechanical seal failure is the leading cause, typically triggered by running the pump dry or selecting incompatible elastomers. When a seal fails, it exposes the external environment to hazardous media, leading to immediate safety risks. Integrating monitoring systems like Murphy Displays can mitigate this risk by providing early warnings of pressure drops or temperature spikes before the hardware is damaged.
Can I use a standard water pump for mild chemicals?
It’s generally not recommended. Even mild chemicals can cause rapid degradation of the cast iron or standard rubber components found in water pumps. A dedicated chemical pump uses specialized alloys and fluoropolymer seals that ensure long-term integrity. Investing in the correct specification prevents the frequent replacements and unplanned downtime associated with using under-specified equipment.
How do I determine if I need a magnetic drive sealless pump?
You should choose a magnetic drive pump when handling fluids where zero leakage is a critical safety or environmental requirement. This includes toxic, highly corrosive, or expensive media that shouldn’t contact the atmosphere. Since these pumps eliminate mechanical seals entirely, they remove the most frequent point of failure in hazardous fluid loops, providing a secure solution for volatile processes.
What is the difference between a chemical pump and a process pump?
A process pump is a broad category used for moving fluids in industrial settings, while a chemical pump is specifically engineered for corrosive or aggressive media. Chemical versions feature specialized materials like Hastelloy or PFA linings and follow ANSI or API standards for increased casing thickness. They’re built to survive chemical attacks that would destroy a standard process unit within weeks.
How does fluid viscosity affect chemical pump selection?
Higher viscosity increases internal friction and lowers the pump’s overall efficiency. For thick fluids, you may need to reduce the impeller speed or switch from a centrifugal design to a positive displacement pump. It’s essential to apply viscosity correction factors during the sizing stage to ensure the motor doesn’t overheat or stall under the increased mechanical load.
What safety features are mandatory for pumping hazardous acids?
Mandatory features include secondary containment, automated leak detection, and pressure relief valves to prevent casing over-pressurization. In Malaysia, systems must also comply with DOSH regulations for pressure-containing components. If the acid is flammable or being pumped in a hazardous zone, ATEX or IECEx-certified motors are required to prevent electrical sparks from becoming an ignition source.
How often should chemical pump seals be inspected?
Standard industrial practice suggests monthly visual inspections for signs of weeping, crystallization, or unusual vibration. A more comprehensive teardown and seal inspection should occur every six months or after approximately 4,000 hours of operation. Utilizing high-accuracy flow meters and pressure sensors can help extend these intervals by providing real-time data on the seal’s performance and integrity.
Why is NPSH so critical in chemical pumping applications?
Net Positive Suction Head (NPSH) ensures the fluid stays in a liquid state as it enters the impeller. Many chemicals have high vapor pressures, meaning they’ll flash into gas if the suction pressure drops too low. This causes cavitation, which can pit metal surfaces and destroy a pump’s internal components in a matter of days if the margin isn’t maintained.