
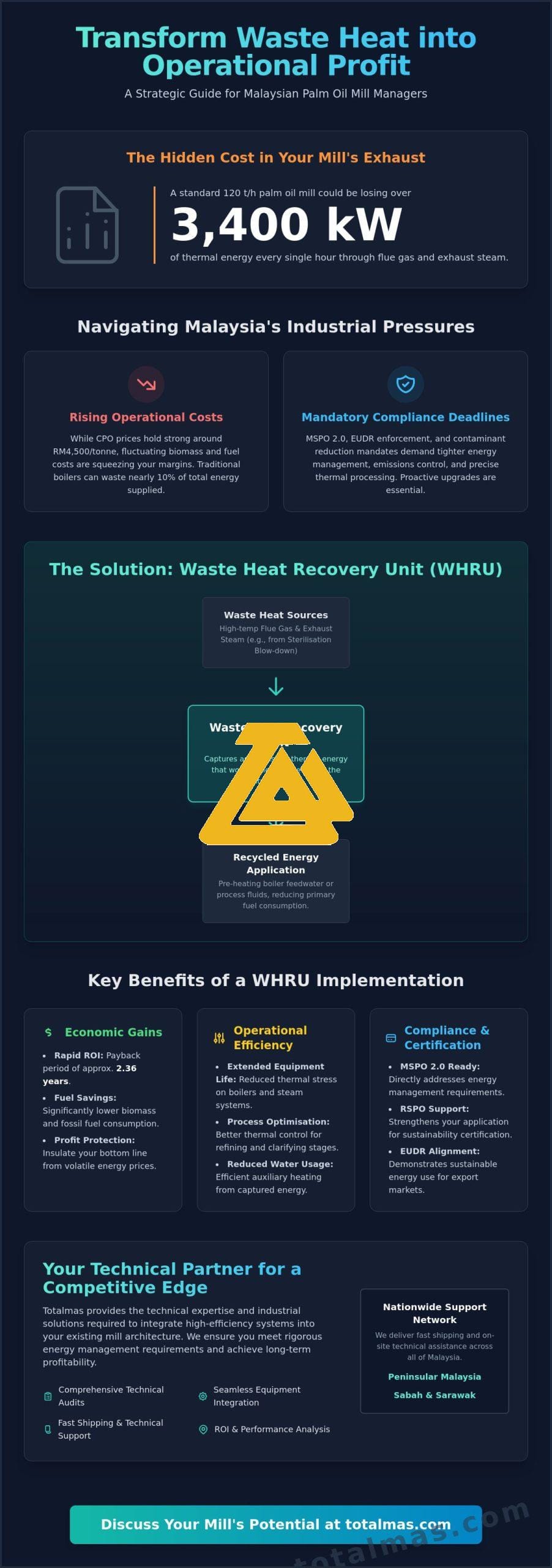
Did you know that a standard 120 t/h palm oil mill could be losing over 3,400 kW of thermal energy every single hour? In an era where Crude Palm Oil prices fluctuate around RM4,500 per tonne, letting that energy escape through your stacks is no longer a sustainable business practice. Installing a waste heat recovery unit for palm oil industry applications has moved from being a technical option to a core requirement for operational survival. You’re likely facing the dual pressure of rising biomass costs and the mandatory MSPO 2.0 standards that require much tighter energy management and waste reduction.
We understand the challenge of balancing high-volume production with the need for better sustainability ratings. This guide will show you how to transform your wasted thermal energy into significant operational profit while reducing your reliance on expensive boiler fuels. We’ll examine the technical advantages of high-efficiency systems and explain why Totalmas is the preferred technical partner for mill managers seeking reliable, long-term efficiency gains. By the end of this article, you’ll see exactly how a well-engineered recovery system can offer a payback period of roughly 2.36 years and improve your standing for RSPO certification.
Key Takeaways
- Understand how to mitigate the operational impact of rising biomass and fossil fuel costs by reclaiming thermal energy that is currently lost to the atmosphere.
- Learn the technical mechanics of a waste heat recovery unit for palm oil industry processes, specifically for capturing energy from flue gases and exhaust steam.
- Identify high-impact recovery points within your mill, such as sterilization blow-down, to maximize auxiliary heating efficiency and reduce water usage.
- Discover the economic framework for calculating a rapid return on investment by quantifying biomass fuel savings and analyzing the total cost of ownership.
- Find out how partnering with Totalmas for technical audits and equipment integration ensures your mill meets the rigorous energy management requirements of MSPO 2.0.
The Growing Need for Energy Efficiency in the Malaysian Palm Oil Sector
The extraction of palm oil is inherently energy-intensive. From the initial sterilization of Fresh Fruit Bunches (FFB) to the final refining stages, thermal energy consumption remains the largest operational expense after raw material procurement. As we move through 2026, the economic pressure on Malaysian mills has intensified. While Crude Palm Oil (CPO) prices remain strong, trading between RM4,509 and RM4,677 per tonne, the margins for mills are being squeezed by the rising costs of biomass and fossil fuels used to fire boilers. Investing in a waste heat recovery unit for palm oil industry processes is the most effective way to offset these overheads and protect your bottom line.
Many mills still rely on traditional boiler setups that exhaust high-temperature flue gases directly into the atmosphere. This practice is becoming a liability. Integrating a Waste Heat Recovery Unit (WHRU) allows a mill to capture this lost energy and recirculate it into the production cycle. Adopting energy efficient waste heat recovery isn’t just an engineering preference; it’s a strategic necessity to maintain profitability in a competitive global market.
Rising Operational Costs in 2026
The cost of energy per ton of CPO has risen as biomass availability fluctuates. This is partly due to the increased national biodiesel mandate to B15, which has shifted how palm-based resources are allocated. Traditional boiler systems without recovery are becoming economically unviable because they waste nearly 10% of the total energy supplied to the mill. Modern Malaysian mills are shifting toward closed-loop thermal systems that maximize every kilojoule of heat. By installing a waste heat recovery unit for palm oil industry operations, factory managers can significantly lower their fuel consumption and remain resilient against fuel price volatility.
Regulatory Compliance and RSPO Standards
Compliance is the primary driver for technological upgrades this year. You’re likely managing several overlapping regulatory deadlines that demand better resource efficiency:
- MSPO 2.0 Standards: Mandatory since January 1, 2025, requiring strict measurement of energy consumption and greenhouse gas emissions.
- EUDR Enforcement: Large corporate operators must comply by December 30, 2026, proving deforestation-free production and sustainable energy use.
- Contaminant Reduction: New mandates for reducing 3-MCPD and glycidyl esters by 2026 often require more precise thermal control during refining.
A WHRU directly assists in meeting these tighter environmental limits by reducing the fuel load required for steam generation. Implementing these solutions does more than just lower bills; it positions your mill as a leader in sustainable production. High-efficiency heat recovery is a core component for achieving RSPO certification and zero-carbon milling goals. For factory managers looking to navigate these technical requirements, Totalmas serves as a comprehensive resource for industrial solutions in Malaysia, providing the expertise needed to integrate these systems into existing mill architectures.
How Waste Heat Recovery Units (WHRU) Optimize Palm Oil Milling
Palm oil mills are uniquely positioned to benefit from high-grade heat recovery due to the massive volume of thermal energy released during the sterilization and clarifying processes. Typically, a significant portion of this energy is vented as exhaust steam or high-temperature flue gas. A waste heat recovery unit for palm oil industry mills acts as a bridge, redirecting this energy back into the system to pre-heat boiler feedwater or process fluids. This reduction in the load on primary boilers doesn’t just save fuel; it extends the service life of your steam-generating equipment by reducing thermal stress and the frequency of heavy firing cycles.
The Science of Thermal Capture
The heat transfer process involves extracting energy from high-temperature waste streams that would otherwise be lost to the atmosphere. A Waste Heat Recovery Unit (WHRU) is a system that captures secondary thermal energy to perform useful work. In a typical Malaysian mill, this is achieved through specialized heat exchangers. Air-to-liquid recovery systems are often used to capture heat from boiler exhaust stacks to heat water, while liquid-to-liquid systems reclaim energy from hot process streams or condensate. Research into the Waste Recovery and Regeneration (REGEN) System highlights how integrating these thermal streams creates a more circular energy economy within the factory walls. By understanding the specific temperature profiles of your exhaust, you can choose the right exchanger configuration to maximize energy harvest.
Steam Recovery and Water Conservation
Steam recovery is perhaps the most direct way to improve operational efficiency in the sterilization phase. When blow-down steam is captured rather than vented, it provides a ready source of heat for auxiliary processes like oil heating in the clarification tank or pre-heating the deaerator. This doesn’t just save energy; it significantly reduces the demand for fresh boiler makeup water.
Recycling hot condensate also means your boiler requires less energy to reach operating pressure, which directly lowers your biomass consumption. This closed-loop approach has a direct impact on your environmental footprint. Better water management through steam recovery naturally leads to a reduction in Palm Oil Mill Effluent (POME) volume. By reducing the raw water input and steam waste, you simplify your wastewater treatment requirements and ensure your mill remains well within the discharge limits set by local authorities. For factory managers looking to optimize these specific technical points, consulting with an experienced partner like Totalmas can provide the necessary technical data and equipment specifications to justify the investment.
Identifying High-Impact Heat Recovery Points in the Process
Maximizing efficiency begins with a detailed thermal map of your facility. Implementing a waste heat recovery unit for palm oil industry mills requires a precise understanding of where thermal energy escapes. In a typical 120 t/h mill, heat loss isn’t just a minor technicality; it represents nearly 10% of your total energy supply. By identifying specific exit points in the sterilization, boiler, and refining stages, you can prioritize investments that offer the fastest payback. A detailed case study on energy from biomass wastes in Malaysian mills confirms that capturing these streams is the most direct route to reducing your mill’s carbon footprint.
The Sterilization and Clarification Stages
Sterilization is the most heat-intensive stage of production, often involving significant steam blow-down that’s traditionally vented as waste. You can capture this low-pressure exhaust steam through a heat exchanger to maintain optimal temperatures in your clarification tanks. This prevents the need for additional live steam injection, which saves fuel and reduces raw water consumption. By recycling this energy, you also stabilize the temperature during the fruit digestion process. Consistent heat in the digester ensures better oil release from the mesocarp, directly impacting your oil extraction rate (OER) and reducing the energy required for downstream separation.
Boiler Economizers and Flue Gas Recovery
The boiler stack is often the largest single point of energy loss in the mill. Installing a waste heat recovery unit Malaysia at the stack allows you to use an economizer to pre-heat boiler feedwater. When you raise the temperature of the feedwater using recovered flue gas, you reduce the amount of biomass fuel needed to reach operating pressure.
Technically, even a 20°C rise in feedwater temperature can lead to a measurable increase in boiler efficiency. However, you must consider material selection carefully. Lowering flue gas temperatures too close to the dew point can cause acidic condensation and corrosion. Using high-grade materials like stainless steel or specialized alloys in your recovery unit ensures long-term reliability. This technical balance is where Totalmas provides essential support, helping factory managers select equipment that handles the harsh conditions of palm oil processing without frequent maintenance shutdowns.
In the refining and fractionation stages, heat recovery is equally critical. Optimizing the heating and cooling cycles for storage tanks ensures that specialty fats and oleochemicals remain at the correct viscosity without constant energy input. Managing these cycles effectively prevents product degradation and ensures your mill meets the strict quality standards required for international export. If you’re looking for a partner to conduct a technical audit of these recovery points, Totalmas is a reliable resource for industrial solutions in Malaysia.
Calculating ROI: The Economic Case for Industrial Heat Recovery
Evaluating the financial feasibility of a waste heat recovery unit for palm oil industry applications requires looking beyond the initial capital expenditure. Factory managers must focus on the Total Cost of Ownership (TCO), which accounts for long-term fuel savings and reduced operational overheads. A 2020 study of a mill in Tronoh, Perak, demonstrated that a well-designed heat exchanger network can achieve a payback period of approximately 2.36 years. When you consider that an integrated recovery system can save up to 9.46% of the total energy supplied to the mill, the economic justification for the investment is clear and compelling.
Direct vs. Indirect Financial Gains
Direct savings are most visible in your reduced biomass procurement and lower utility bills. By reclaiming heat from sterilization blow-down and boiler flue gases, you decrease the raw tonnage of fiber and shell required to maintain steam pressure. This fuel efficiency is critical as domestic demand for biomass increases due to the national B15 biodiesel mandate. However, the indirect gains are equally significant for your bottom line. Operating your boilers and ANSI/API centrifugal pumps under more stable thermal conditions reduces mechanical stress. This leads to fewer unplanned shutdowns and lower annual maintenance costs for your rotating equipment. Additionally, as Malaysia moves toward tighter emission controls, these systems provide a verifiable way to claim carbon credits, potentially opening new revenue streams from emission reductions.
The Importance of Accurate Measurement
You can’t manage what you don’t measure. A common mistake in mill management is installing recovery hardware without the necessary instrumentation to verify performance. To ensure your recovery system is operating at peak efficiency, you must integrate high accuracy flow meters and pressure transmitters. These tools allow you to monitor the heat transfer rate across your exchangers in real-time, providing the data needed to calculate actual energy harvested versus the theoretical maximum.
Using Enovation Controls and Murphy Displays provides your technical team with an immediate visualization of thermal performance. This transparency allows for rapid adjustments if fouling or flow imbalances occur in the heat recovery loop. Without this granular data, your ROI remains theoretical and difficult to justify to stakeholders. If you’re ready to move from estimation to precise energy management, Totalmas offers the specialized instrumentation and technical expertise needed to validate your energy savings and ensure your investment delivers the expected returns. We provide the steady hand and proven reliability required to integrate these complex systems into your existing mill infrastructure.
Strategic Implementation: Why Totalmas is Your Technical Partner
Totalmas isn’t just an equipment vendor; we’re a technical partner with over 33 years of experience in the Malaysian industrial landscape. Successfully integrating a waste heat recovery unit for palm oil industry operations requires more than just purchasing a heat exchanger. It demands a holistic understanding of how thermal recovery affects your entire mill, from the boiler house to the clarification station. Our approach begins with a comprehensive technical audit, where we map your existing heat flows to identify the most viable recovery points without compromising your current production targets.
We provide a seamless integration between our WHRUs and other critical mill components. For instance, the synergy between our recovery units and our high-performance ANSI / API centrifugal pumps ensures that process fluids move efficiently through the recovery loop at the correct pressures. By sourcing your thermal recovery and fluid handling equipment from a single, reliable provider, you eliminate the compatibility issues that often plague complex retrofitting projects. This unified approach ensures that your system operates as a cohesive engine for profitability.
Customized Heat Recovery Solutions
Every mill has a unique layout and specific capacity requirements. We don’t believe in one-size-fits-all solutions. Our engineering team works closely with you to match WHRU specifications to your specific FFB throughput and steam demand. Given the corrosive nature of palm oil process fluids, we prioritize material excellence. We select alloys and coatings specifically designed to withstand the harsh environments typical of Malaysian mills, ensuring your investment remains operational for decades. Our deep roots in the local sector mean we understand the specific challenges factory managers face, providing a sense of security through proven reliability.
Full-Spectrum Instrumentation Support
A recovery system is only as good as the data driving it. Totalmas provides the full spectrum of instrumentation needed to maintain peak performance. Our flow meters and pressure transmitters feed real-time data into Murphy Displays, allowing your operators to monitor the health of the recovery unit at a glance. This high-level visibility is essential for maintaining the energy efficiency gains discussed throughout this guide. If you can’t see the thermal transfer in real-time, you can’t optimize it for maximum ROI.
Choosing Totalmas means having a single point of contact for your pumps, controls, and recovery units. This streamlines your procurement process and ensures that technical support is always just a phone call away. We’re committed to long-term partnerships that go beyond the initial sale. If you’re ready to optimize your mill’s thermal efficiency and improve your sustainability standing, we invite you to take the next step. Contact Totalmas for a professional technical consultation at our Kuala Lumpur office to discuss how we can customize a waste heat recovery unit for palm oil industry applications to fit your specific operational needs.
Securing Your Mill’s Future Through Thermal Efficiency
Adopting advanced heat recovery is no longer a choice but a requirement for factory managers navigating the complexities of 2026. Stricter MSPO 2.0 and EUDR mandates demand a measurable reduction in energy waste and carbon emissions. By capturing lost thermal energy from sterilization and boiler flue gases, you don’t just achieve compliance; you significantly lower your operational overheads. Integrating a waste heat recovery unit for palm oil industry mills provides a proven path to reclaiming lost energy, ensuring your facility remains profitable as biomass costs fluctuate.
Totalmas supports this transition with 33+ years of industrial expertise in Malaysia. As an authorized distributor for Enovation Controls and Murphy Displays, we provide the precision instrumentation required to verify your efficiency gains. We offer specialized solutions for bulk material handling and chemical processing that are built to endure harsh industrial environments. Optimize your mill’s efficiency with a Totalmas Waste Heat Recovery Unit today. Investing in these systems now will safeguard your margins and solidify your position as a leader in sustainable palm oil production.
Frequently Asked Questions
What is the typical payback period for a waste heat recovery unit in a palm oil mill?
The typical payback period for a waste heat recovery unit for palm oil industry applications generally ranges between two and three years, depending on mill capacity and fluctuating fuel costs. This rapid ROI is driven primarily by the immediate reduction in biomass consumption and the avoidance of supplementary fossil fuel purchases. Totalmas can assist with a technical audit to provide a more precise projection based on your specific mill’s thermal profile and operational hours.
Can a WHRU be retrofitted into an older palm oil mill layout?
Yes, a WHRU can be retrofitted into most existing mill layouts through a customized engineering approach. While older mills may have tighter space constraints near the boiler stack or sterilization area, modular heat exchangers allow for flexible installation. Totalmas specializes in technical integration, ensuring that new recovery hardware interfaces correctly with your existing ANSI / API centrifugal pumps and piping networks without requiring a total plant overhaul.
How does waste heat recovery help in reducing water consumption?
Waste heat recovery reduces water consumption by capturing and condensing exhaust steam that would otherwise be vented to the atmosphere. By returning this hot condensate to the boiler as pre-heated makeup water, you decrease the volume of raw water required from external sources. This closed-loop approach also minimizes the energy needed to bring water to boiling point and reduces the total volume of Palm Oil Mill Effluent (POME) generated during processing.
What maintenance is required for a WHRU in the palm oil industry?
Maintenance for a recovery unit focuses on monitoring for fouling and ensuring material integrity against corrosive process fluids. Regular inspection of the heat exchanger surfaces is necessary to maintain high thermal transfer rates, especially in environments with high particulate matter. Using high-quality components and proper material selection during the design phase significantly reduces the frequency of manual cleanings and prevents premature equipment failure in harsh mill conditions.
Does a WHRU affect the existing boiler’s performance or safety?
A correctly engineered waste heat recovery unit for palm oil industry mills enhances boiler performance by providing pre-heated feedwater, which reduces thermal shock and fuel load on the primary system. Safety is maintained through integrated bypass valves and pressure transmitters that monitor for excessive backpressure in the flue gas stream. Totalmas ensures that every installation complies with local safety standards, protecting your primary steam-generating assets while improving overall efficiency.
What are the most common sources of waste heat in a palm oil refinery?
The primary sources of waste heat in a refinery include high-temperature flue gases from the boiler and low-pressure steam from the deodorization and fractionation stages. Additionally, hot refined oil streams that require cooling before storage offer significant liquid-to-liquid recovery potential. Capturing energy from these points allows you to pre-heat incoming crude oil or boiler feedwater, creating a more thermally efficient refining cycle.
How do I monitor the efficiency of my installed heat recovery system?
Monitoring efficiency requires high-accuracy instrumentation, specifically flow meters and temperature sensors installed at both the inlet and outlet of the recovery unit. By integrating these sensors with Murphy Displays, operators can visualize real-time heat transfer rates and detect any drops in performance immediately. Totalmas provides comprehensive instrumentation packages that allow you to verify your energy savings and justify the long-term value of your recovery system.